在现代精密机械与自动化设备领域,滚珠丝杠作为核心传动部件,其性能直接关乎设备的精度、稳定性与运行效率。一旦滚珠丝杠出现故障,设备可能出现定位偏差、运行卡顿甚至无法正常工作等状况。因此,定期且全面地对滚珠丝杠进行排查,及时发现并解决潜在问题,对维持设备的高效、稳定运行至关重要。

外观检查
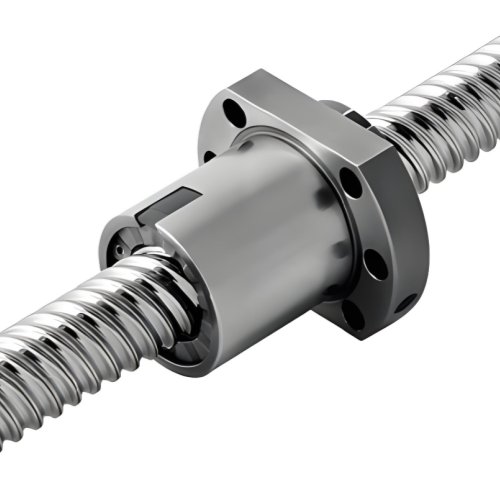
丝杠轴:仔细查看丝杠轴表面,留意是否有划伤、磨损或腐蚀痕迹。划伤可能由安装时的磕碰或运行中异物侵入导致;磨损往往是长期承受负载且润滑不佳的结果;腐蚀则可能与工作环境中的腐蚀性介质有关。这些表面缺陷会影响丝杠的精度和传动性能。
滚珠螺母:检查滚珠螺母的外壳有无变形、裂纹。变形可能源于受到异常外力冲击,裂纹则可能是材料疲劳或制造缺陷所致。同时,查看螺母上的密封装置是否完好,若密封失效,灰尘、杂质容易进入,加速滚珠和滚道的磨损。
滚珠:若能观察到滚珠,检查其表面是否有磨损、剥落或破裂。滚珠的损伤会直接影响丝杠的传动平稳性,导致运行卡顿、噪音增大等问题。
运行状态评估
运动顺畅度:手动转动丝杠轴,感受转动过程是否平稳、轻松。若转动时有明显卡顿或阻力不均匀,可能是滚珠卡滞、丝杠轴弯曲,或者滚珠螺母与丝杠轴之间的配合出现问题。
定位精度:通过设备的位置反馈系统,测量丝杠带动的运动部件的实际定位精度。如果定位偏差超出正常范围,可能是丝杠磨损、滚珠间隙增大,也可能是丝杠的支撑轴承损坏,影响了丝杠的轴向定位精度。
反向间隙:在丝杠正反转切换时,检测运动部件有无明显的反向间隙。过大的反向间隙通常意味着滚珠与滚道之间的磨损加剧,或者滚珠螺母内部的预紧力不足。
声音分析
正常运行声音:熟悉滚珠丝杠正常运行时发出的声音,一般为平稳、低沉的运转声。
异常声音判断:若听到尖锐的摩擦声,很可能是丝杠轴与滚珠螺母之间润滑不足,导致直接摩擦。出现 “咔咔” 的撞击声,可能是滚珠磨损严重,与滚道之间产生间隙,在运行中发生碰撞;或者丝杠轴上有异物,滚珠经过时与之碰撞。持续的 “嗡嗡” 声,可能表示丝杠承受的负载过大,电机输出功率增加,也可能是丝杠与电机的连接部位松动,产生共振。
振动监测
测量位置:使用振动传感器,在丝杠轴的两端、滚珠螺母附近以及电机连接处等关键部位进行振动测量。
振动异常判断:正常情况下,滚珠丝杠运行时的振动幅值较小且稳定。若振动幅值突然增大,可能是丝杠轴不平衡、滚珠螺母松动,或者滚珠有损坏。通过分析振动的频率成分,还可以进一步判断故障类型,例如特定频率的振动可能与滚珠的数量、丝杠的螺距等因素相关,有助于精准定位故障点。
润滑状况检查
润滑剂外观:查看润滑系统中的润滑剂颜色、质地。若润滑剂变黑、变稠或含有杂质,说明已受污染,无法提供良好的润滑效果,会加速滚珠丝杠的磨损。
润滑量:检查润滑系统的供油量是否正常。供油量不足会导致滚珠与滚道之间无法形成完整的润滑膜,增加摩擦和磨损。部分滚珠丝杠配备有润滑指示器,可直观了解润滑状态;对于无指示器的系统,可通过观察丝杠表面的润滑剂残留情况来判断润滑是否充分。

扫一扫关注我们





 2025-08-02
2025-08-02